Vì sao cần cắt máng điện đúng góc 90 độ?
Trong thi công hệ thống máng cáp điện, việc đảm bảo các góc nối đạt đúng 90° không chỉ là yêu cầu về thẩm mỹ mà còn liên quan trực tiếp đến độ an toàn và độ kín của hệ thống. Một đoạn cắt lệch dù chỉ 1–2° có thể gây vênh khớp nối, làm hở nắp hoặc tăng lực tác động lên điểm kết nối. Do đó, cách cắt máng điện 90 độ chính xác là kỹ năng bắt buộc với kỹ sư cơ điện, đặc biệt ở những công trình yêu cầu cao về tiêu chuẩn điện công nghiệp.
Chuẩn bị dụng cụ cắt máng điện
Chọn máy cắt thích hợp không gây bavia
- Máy cắt đĩa hợp kim nhỏ gọn: phù hợp máng điện ≤ 50 mm, tốc độ 3 000–3 500 vòng / phút giúp mép phẳng.
- Máy cắt bàn công nghiệp: dùng cho máng cáp điện kích thước lớn, độ ổn định cao, hạn chế rung lắc.
- Máy cắt plasma lạnh: cắt nhanh, sinh nhiệt thấp, giảm nguy cơ cháy lớp sơn tĩnh điện.
Lưỡi cắt hợp kim phù hợp vật liệu máng
- Lưỡi HSS phủ titan: giảm ma sát, thích hợp máng thép mạ kẽm dày ≤ 1 mm.
- Lưỡi TCT 40–60 răng: cắt thép cán nguội dày 1–2 mm, hạn chế toé lửa.
- Lưỡi kim cương hạt mịn: tối ưu cho máng inox hoặc thép không gỉ; bảo toàn lớp mạ kẽm nhúng nóng.
- Thông số khuyến nghị: góc cắt 0° – 5°, tốc độ vành đĩa 50–60 m / s.
Dụng cụ bảo hộ bắt buộc khi thi công
- Kính chống tia lửa đạt chuẩn EN 166.
- Găng tay chống cắt cấp độ C hoặc cao hơn (tối thiểu EN 388).
- Bịt tai giảm 25 dB nếu máy cắt > 90 dB.
- Khẩu trang than hoạt tính ngăn bụi kim loại mịn.
- Ủng cách điện đế kép, mặt trong hút ẩm.
Kiểm tra sơn mạ trước cắt máng điện
Phân loại máng điện mạ kẽm và sơn tĩnh điện
|
Loại máng
|
Lớp phủ
|
Dấu hiệu nhận biết
|
Lưu ý khi cắt
|
|
Thép mạ kẽm nhúng nóng
|
Lớp kẽm dày 60–80 µm, ánh xám đục
|
Vân kẽm dạng vảy, gờ nhám
|
Tốc độ cắt chậm, tránh ma sát cao
|
|
Thép cán nguội sơn tĩnh điện
|
Lớp sơn 40–60 µm, màu tuỳ chọn
|
Bề mặt trơn mịn, màu đồng nhất
|
Dùng lưỡi TCT răng mịn, tránh cháy sơn
|
|
Inox 304
|
Không mạ, bề mặt sáng, xước hairline
|
Màu bạc, không nhiễm từ
|
Lưỡi kim cương, cắt nhanh giảm xỉ
|
Đánh giá độ dày lớp sơn bằng thiết bị đo
- Máy đo độ dày lớp phủ từ cảm ứng (phổ biến: 0–1 500 µm, sai số ± 3 %).
- Cách đo: đặt đầu dò vuông góc bề mặt, đọc trị số ổn định sau 2 giây.
- Ngưỡng an toàn khi cắt: độ dày ≤ 80 µm giúp hạn chế nứt sơn; dày hơn nên điều chỉnh tốc độ lưỡi thấp 10 %.
Làm sạch bề mặt giảm lỗi khi cắt
- Lau bề mặt bằng khăn không xơ tẩm IPA 70 %.
- Thổi khí nén 0,6 MPa loại bỏ bụi kim loại và hạt sơn.
- Bôi mỏng dầu cắt gọt chuyên dụng lên đường cắt (≈ 0,2 mL / cm) để:
- Giảm nhiệt sinh trong quá trình cắt 15 %.
- Ngăn mép nứt, tránh bavia kéo sơn.
Quy trình cắt máng điện 90 độ góc vuông chuẩn
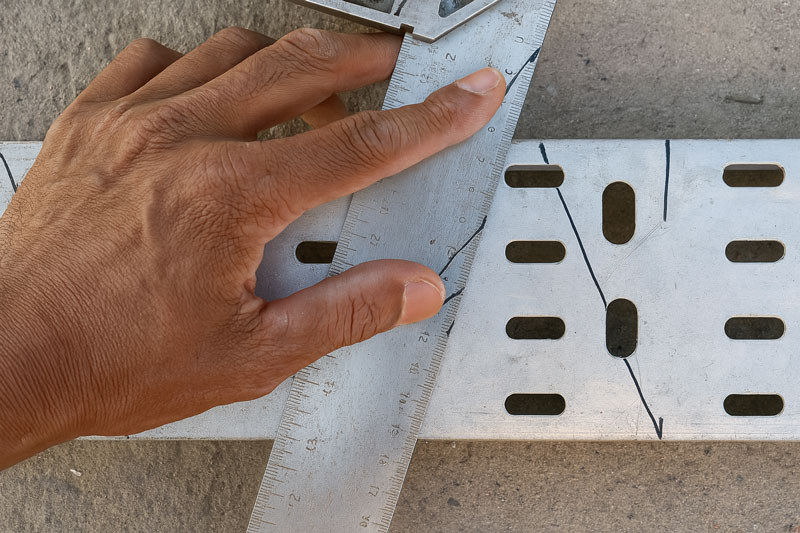
Đo và đánh dấu chính xác trên máng điện
Đo và đánh dấu là bước đầu quan trọng giúp cắt đúng góc 90 độ mà không làm hỏng lớp sơn mạ.
Hướng dẫn chi tiết:
- Sử dụng thước góc vuông kim loại và bút đánh dấu chuyên dụng (màu trắng hoặc bạc với bề mặt sơn tối).
- Cố định điểm đầu và điểm cuối của đoạn cắt, đảm bảo hai cạnh song song và vuông góc chính xác.
- Nên kiểm tra lại bằng ê ke vuông trước khi tiến hành cắt.
Cách xác định điểm cắt để tạo góc vuông chính xác
Không phải lúc nào cũng có thể dùng thiết bị đo góc điện tử tại công trường. Trong nhiều trường hợp, bạn có thể xác định cách cắt máng điện 90 độ bằng phương pháp chia đều chiều rộng máng và dùng nguyên lý tam giác vuông. Ví dụ: Với máng 100 mm, bạn có thể đánh dấu đoạn 50 mm ở hai cạnh mép rồi nối chéo tạo thành hình chữ V. Sau đó, cắt dọc theo 1 cạnh chéo và gập lại sẽ tạo được góc 90° chuẩn mà không cần cắt máng rời ra hai đoạn. Phương pháp này còn giúp giảm bavia và giữ lớp sơn mạ tốt hơn khi thi công ở môi trường không đủ dụng cụ.
Cố định máng bằng ê tô chống rung
Máng điện rung lắc trong khi cắt sẽ tạo ra đường cắt lệch, sinh nhiều bavia và dễ làm bong lớp phủ bảo vệ.
Quy trình cố định an toàn:
- Sử dụng ê tô bàn mở rộng (loại dùng cho kim loại mỏng, miệng phủ cao su).
- Đặt máng lên bệ cắt sao cho đoạn cần cắt nhô ra ≤ 20 cm.
- Kẹp cố định ở ít nhất 2 điểm: gần mép cắt và giữa thân máng.
Nếu máng có chiều dài > 1,5 m, nên dùng thêm gối đỡ phụ để tránh võng.
Cắt từ ngoài vào trong giảm nhiệt
Đây là kỹ thuật quan trọng để bảo toàn lớp sơn mạ, đặc biệt với máng mạ kẽm hoặc sơn tĩnh điện.
Lý do:
- Lưỡi cắt ma sát lớn nhất ở giai đoạn đầu; cắt từ biên ngoài giúp giảm nhiệt tại trung tâm máng.
- Cắt từ trong ra ngoài dễ đẩy nhiệt và áp lực vào điểm nối, gây nứt sơn hoặc biến dạng.
Gợi ý kỹ thuật:
- Đặt lưỡi cắt ăn sâu dần theo chiều dài đường đánh dấu.
- Giảm tốc độ đầu vào, tăng dần khi đi sâu 2–3 cm.
Giữ tốc độ lưỡi ổn định tránh cháy sơn
Tốc độ không ổn định khiến sinh nhiệt đột ngột, là nguyên nhân chính gây sạm hoặc cháy lớp sơn phủ.
Kinh nghiệm thực tế:
- Với lưỡi TCT: giữ ở 3 000–3 200 vòng/phút cho máng dày 1 mm.
- Không đè tay quá mạnh – áp lực nên ở mức đều, không vượt 8 kg/cm².
- Cắt liên tục, không dừng giữa chừng để tránh sinh nhiệt cục bộ.

Xử lý mép cắt và phục hồi sơn cho máng điện
Mài mịn mép cắt bằng giấy nhám mịn
Mép cắt sau khi gia công thường có bavia hoặc gờ sắc – không chỉ mất thẩm mỹ mà còn ảnh hưởng đến lắp ráp và độ an toàn.
Cách mài đúng chuẩn:
- Dùng giấy nhám mịn P400–P600 hoặc bánh mài sợi nylon.
- Chà nhẹ quanh mép theo chiều xoắn ốc, không tạo lực ma sát lớn.
- Dùng khăn khô lau sạch bụi kim loại sau khi mài.
Lưu ý: không nên dùng máy mài tốc độ cao vì dễ sinh nhiệt lại.
Phun sơn phủ bảo vệ mép cắt
Phần mép cắt để trần dễ bị ăn mòn hoặc oxy hóa, đặc biệt với máng dùng trong môi trường ẩm hoặc ngoài trời.
Quy trình sơn phủ lại:
- Dùng sơn lạnh cùng màu (chuyên dụng cho máng điện).
- Xịt cách 15–20 cm, 2 lớp mỏng, cách nhau 5 phút.
- Để khô tự nhiên trong 1–2 giờ trước khi đóng gói/lắp đặt.
Kiểm tra liên kết sơn sau mười lần uốn
Bước kiểm tra sau cùng đảm bảo lớp phủ không bong tróc sau khi vận chuyển hoặc lắp đặt.
Cách thử:
- Gập nhẹ máng ở điểm gần mép cắt 10 lần (góc < 30°).
- Quan sát lớp sơn: không bong, không nứt chân chim là đạt.
- Có thể dùng băng keo dán và giật nhẹ để thử độ bám dính sơn.
Dấu hiệu nhận biết cắt đúng kỹ thuật
Khi hoàn thành việc cắt máng góc vuông, bạn có thể kiểm tra nhanh bằng cách đặt hai đoạn máng ghép lại và quan sát khe hở ở phần giao nhau. Nếu phần đáy và nắp máng khớp khít, không có khe hở > 1 mm, nghĩa là bạn đã thực hiện cách cắt máng điện 90 độ đúng chuẩn. Ngược lại, khe hở hình chữ V hoặc lệch tâm cho thấy góc chưa đạt 90°, có thể do đánh dấu sai, cắt lệch hướng hoặc không cố định chắc chắn khi thao tác.
Kiểm tra nối góc 90 độ máng điện đạt chuẩn
Đo góc bằng thước vuông kỹ thuật số
Để đảm bảo mối nối giữa hai đoạn máng điện thật sự đạt góc vuông 90°, cần sử dụng công cụ đo chính xác.
Hướng dẫn sử dụng:
- Dùng thước vuông kỹ thuật số (digital angle finder) có độ chính xác ±0.1°.
- Đặt đầu dò vào mép trong hai đoạn máng vừa nối, đọc trị số hiển thị.
- Độ lệch cho phép khi lắp đặt thực tế: ±1°.
Thử tải động mô phỏng trên máng nối
Ngoài độ chính xác, mối nối còn cần đảm bảo chịu lực – đặc biệt ở vị trí góc chuyển hướng, nơi thường tập trung tải trọng dây dẫn và cáp.
Cách thử tải đơn giản tại công trình:
- Treo tải thử 2–3 kg lên đoạn nối trong 1 phút.
- Quan sát độ võng, mép mở hoặc vết nứt lớp sơn.
- Mối nối đạt nếu không biến dạng hoặc phát sinh âm thanh nứt nhỏ.
Mẹo thực tế: dùng tải thử mô phỏng trước khi thi công đồng loạt giúp tiết kiệm thời gian khắc phục sai lệch về sau.
Ghi nhãn và bảo quản sản phẩm hoàn thiện
Ghi nhãn sau khi cắt và phục hồi sơn giúp phân loại, tránh nhầm lẫn, đồng thời tăng độ tin cậy trong quy trình nghiệm thu.
Các thông tin nên dán nhãn:
- Mã loại máng, vị trí lắp, ngày cắt và ký hiệu kỹ thuật.
- Dán trực tiếp lên phần không sơn phủ hoặc dùng nhãn không phản ứng hóa học.
Bảo quản đúng cách:
- Đặt song song, không chồng chéo lên góc nối.
- Sử dụng mút xốp hoặc lót cao su cách ly từng đoạn.
- Không đặt gần nguồn nhiệt, hóa chất hoặc ngoài trời khi chưa lắp đặt.
Những kiểu cắt 90 độ phổ biến trong thực tế
Khi nói đến cách cắt máng điện 90 độ, không chỉ có một phương pháp duy nhất. Tùy theo vị trí lắp và loại phụ kiện sử dụng, kỹ thuật viên có thể chọn giữa:
- Cắt góc vuông L: Thường áp dụng cho máng nối góc ngoài. Yêu cầu cắt chính xác cả hai cạnh để ghép thành hình chữ L hoàn chỉnh.
- Cắt chữ V 45° mỗi bên: Dùng cho góc nối liền mạch, giữ thẩm mỹ tốt hơn.
- Cắt rời hai đoạn, dùng nối T góc: Giải pháp đơn giản cho trường hợp máng lớn, cần nhiều điểm neo.
Mỗi kiểu cắt đòi hỏi dụng cụ, góc đánh dấu và kỹ thuật cắt khác nhau – chọn đúng sẽ giúp thi công nhanh gọn, tránh sửa lỗi về sau.
Lỗi thường gặp và cách khắc phục khi cắt máng điện
Mép cắt bavia và phương pháp xử lý
Bavia là phần gờ sắc hoặc kim loại dư ở mép cắt, gây mất thẩm mỹ và nguy hiểm trong thi công.
Nguyên nhân:
- Dùng lưỡi cắt mòn, răng thưa hoặc quá cứng với vật liệu.
- Tốc độ cắt không đều, rung mạnh khi thi công.
Cách xử lý hiệu quả:
- Dùng dụng cụ mài bavia chuyên dụng (debur tool) hoặc giấy nhám P400.
- Nếu dùng máy mài, chọn tốc độ thấp và đế cao su mềm.
Lớp sơn cháy xém khi tiếp xúc lưỡi
Vết cháy sơn thường xuất hiện do ma sát quá lớn hoặc nhiệt độ cao khi cắt.
Dấu hiệu:
- Màu sơn đổi sang nâu xám, bong tróc từng mảng nhỏ gần mép cắt.
Cách khắc phục và phòng tránh:
- Dùng lưỡi cắt mới, răng mịn hoặc lưỡi phủ titan để giảm nhiệt.
- Cắt từ ngoài vào trong và có thể bôi mỏng dầu cắt lạnh trước.
- Sau khi bị cháy sơn, cần chà sạch vùng bị xém và phun sơn lại bằng màu tương ứng.
Góc cắt lệch khi thiếu ê tô cố định
Đây là lỗi rất phổ biến khi không sử dụng dụng cụ cố định máng trong quá trình cắt.
Hậu quả:
- Mối nối không khớp, tạo khe hở hoặc biến dạng, ảnh hưởng kết cấu.
- Gây khó khăn khi gắn phụ kiện như nắp nối góc, khớp mở rộng.
Cách khắc phục:
- Luôn dùng ê tô hoặc kẹp nhanh khi cắt máng dài > 1 m.
- Trường hợp cắt bị lệch: có thể dùng cưa tay chỉnh nhẹ lại mép, sau đó mài phẳng.
Chỉ cần một đường cắt sai cũng có thể làm hỏng toàn bộ lớp phủ chống oxy hóa trên máng điện. Nắm vững quy trình, từ đánh dấu, cố định, chọn lưỡi đến phục hồi mép cắt sẽ giúp bạn đảm bảo mối nối bền đẹp và đạt chuẩn kỹ thuật. Hãy ưu tiên thao tác đúng ngay từ đầu để tiết kiệm thời gian, chi phí và nâng cao độ an toàn công trình điện.